Study on Quality Defects of Hard Box Cigarette "Slanted White"
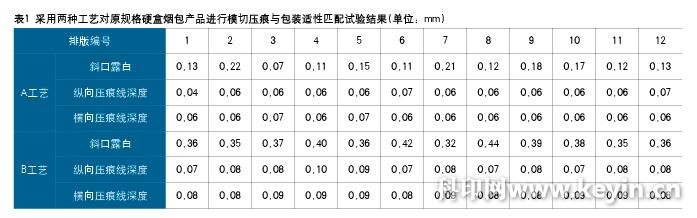
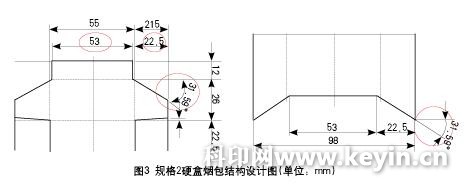
In the national standard, the hard-box cigarette case is required to be “white (the gap between the side cover and the box body when packaging)†≤2.0mm. In order to meet this requirement, in the process of hard-packing cigarette package packaging, it is often required that the "oblique white" is ≤1.0mm, but in the actual production process, most tobacco companies will use ≤0.5mm as the internal control standard. In order to solve the problem of “whitewashing†of hard-box cigarettes, tobacco companies tend to adjust the package lid downwards when adjusting the packaging machine, but this will bring another quality defect, namely “box lid (packaging). When the lid overlaps the box body). These two problems are intertwined, and it is difficult to judge whether the "box cover" defect caused by the adjustment of the packaging machine or the "clearing white" defect caused by the improper size of the hard-box cigarette package. In this paper, by searching for and studying the main factors affecting the quality defects of hard-box cigarettes, such as “slanted white†and “boxed hoeâ€, the quality optimization plan is established and continuously improved, which not only eliminates the phenomenon of “box hoeâ€, but also “white slanting†It has also been reduced to less than 0.5mm, which greatly improves the packaging quality of hard-box cigarette packets. The effect of the depth uniformity of the hard-packed cigarette pack indentation line on the "slanting white" Two kinds of processes are used to test the die-cutting indentation and the suitability of the package of hard-packed cigarette products of the same specification (original specification). Process A: Strictly control the depth of the longitudinal and transverse creasing lines of the hard-packed cigarette pack during the die-cutting indentation process, and all the indentation lines are required to be uniform in depth with an error of ±0.02 mm. Process B: The depth of the longitudinal and transverse creasing lines of the hard-box package is not controlled during the die-cutting process. The test results are shown in Table 1. It can be seen from the data in the table that the control of the depth of the vertical and horizontal indentation lines of the hard-packed cigarette pack has an effect on the "oblique white", but there is no direct linear relationship. The influence of hard-box cigarette package structure design on "slanting mouth whitening" The original specification hard box cigarette pack structure design is shown in Figure 1. Since the width of the tongue at the lid is smaller than the opening width of the box body, the inclined sides of the box are contracted inward with the tongue, so the cigarette pack will form 0.25mm after molding. The "slanted mouth is white". To this end, the author fine-tuned the structure of the original hard-packed cigarette pack, changing the angle of the oblique mouth from 30 ° to 31.59 °, forming a standard 1 hard-box cigarette pack (the structural design is shown in Figure 2). However, since the width of the tongue at the lid of the hard box of the standard 1 is still smaller than the opening width of the box, the oblique sides of the lid will still shrink with the tongue inward, so the theoretical shape of the cigarette pack will still exist 0.25mm. The "slanted mouth is white". Therefore, the author has fine-tuned the structure on the basis of the specification 1 hard-box cigarette case, that is, the angle of the oblique mouth is changed from 30° to 31.59°, and the width of the tongue is changed from 52mm to 53mm, forming a specification of 2 hard. Box cigarette pack (structure design shown in Figure 3). In this way, since the width of the tongue at the lid of the hard box of the standard 2 is equal to the width of the opening of the box body, the position of the upper and lower oblique mouths can be overlapped after the cigarette pack is formed, and theoretically, the "whiteout of the oblique opening" will not occur. Of course, if you do not change the angle of the oblique mouth, only change the width of the tongue from 52mm to 53mm, in theory, there will be no "whiteout". The effect of packaging machine adjustment on "slanting white" In order to further study the influence of packaging machine adjustment on the hard-lined cigarette package "slanting white", the author conducted the following tests on the above-mentioned specifications 1 and 2 hard-packed cigarette packets. First, adjust the packaging machine to its optimum state and set it to the standard state. The method is as follows: different hard-box cigarettes are produced on the packaging machine, and the "white-out" condition is observed, and the packaging machine is adjusted according to the standard of "slanting white" ≤ 0.5 mm, and finally the packaging machine is adjusted to the optimal state. Secondly, test the package 1 and size 2 hard case cigarette packets. From the appearance point of view, there is no significant difference between the specifications 1 and 2 hard box cigarettes, but the materials of the two used are different (quantitative same), the size 1 hard box cigarette pack is slightly thicker than the size 2 hard box cigarette pack. From the point of view of the adaptability of the machine, when the packaging machine has not been adjusted, the "slanting white" factor is not considered. The size of the hard-packed cigarette pack appears after the molding, and the average box has a "box lid" phenomenon. 6 to 7 boxes were abnormal, and the size 2 hard box cigarettes were significantly better than the standard 1 hard box cigarette packets. Again, due to the obvious phenomenon of the “box lid†of the hard box of the standard 1 package, the packaging machine is adjusted accordingly, mainly to adjust the folding position of the cigarette indentation line and the positioning of the cigarette pack in the station of the packaging machine. When the folding position of the indentation line of the cigarette packet is adjusted to the extreme position of the device, the test is performed again. At this time, the condition 1 hard box cigarette "box lid" has improved, and the average box has 2 to 3 The box is abnormal, but it has not been completely resolved. To this end, we have made a second adjustment to the packaging machine. Finally, after the secondary adjustment of the packaging machine, we conducted the test again, and strengthened the quality inspection during the test, that is, the quality of the test product was tested every 1 hour according to the product quality enterprise standard. The test results show that after the second adjustment of the packaging machine, the test product basically has no "box cover" phenomenon. The appearance quality of the specification 1 hard box cigarette package is basically the same as the normal production specification 2 hard box cigarette package, no other quality. defect. However, we also found that during the whole test process, regardless of whether the packaging machine was adjusted or not, the quality defects of the test product “oblique white†could not be completely solved (the results of the test package are shown in Table 2 and Table 3), and the cigarette package was also needed. Analyze and improve the molding principle. Mens Waist Bag,Waist Bag For Men,Mens Waist Pack,Mens Leather Waist Bag Dongyang Bestway Leather Co.,Ltd , https://www.aurorafashion-cn.com